

齒輪技術(shù)對(duì)齒輪測(cè)量設(shè)備的要求極高:齒輪測(cè)量設(shè)備必須為齒面的齒形和螺旋線測(cè)量提供極高的測(cè)量精度以便進(jìn)行測(cè)量數(shù)值的連續(xù)記錄(掃描),并以極高的點(diǎn)密度探測(cè)到最細(xì)小的偏差。這些任務(wù)需要高精度形狀和坐標(biāo)檢測(cè)的復(fù)雜組合。克林貝格精密測(cè)量中心具備這樣的特性,使得通常需要在多臺(tái)設(shè)備上完成的回轉(zhuǎn)工件的多種測(cè)量任務(wù)能夠在一臺(tái)克林貝格精密測(cè)量中心上組合完成。
齒輪測(cè)量的主要挑戰(zhàn)在于需要在一臺(tái)設(shè)備上組合高精度路徑測(cè)量、通用形狀測(cè)量和絕對(duì)三維測(cè)量,而且保證精度不打折扣。在齒輪精度檢測(cè)中,需要對(duì)絕對(duì)尺寸,如齒厚和齒頂圓直徑進(jìn)行檢測(cè),這二者都是坐標(biāo)測(cè)量的實(shí)例。同時(shí),必須要確保形狀誤差,如齒形和齒向誤差保持在極其嚴(yán)格的范圍內(nèi)。另外,如果需要在齒形的波紋基礎(chǔ)上對(duì)齒輪的運(yùn)轉(zhuǎn)特性進(jìn)行評(píng)估,則對(duì)形狀測(cè)量精度的要求就會(huì)更高。
測(cè)量設(shè)備的這些特性可以使它超越僅僅用于齒輪測(cè)量,而獲得更有利益的應(yīng)用。克林貝格精密測(cè)量中心也可以對(duì)軸類工件完成絕大多數(shù)的測(cè)量任務(wù)。對(duì)于坐標(biāo)測(cè)量和形狀測(cè)量都是如此。
采用自主開發(fā)技術(shù)的形狀測(cè)量
克林貝格測(cè)量設(shè)備的核心元件是其連續(xù)掃描3D測(cè)頭。對(duì)于形狀測(cè)量,測(cè)頭系統(tǒng)必須具備理想的掃描性能。這需要測(cè)頭的極低測(cè)量和偏轉(zhuǎn)力以及測(cè)頭運(yùn)動(dòng)系統(tǒng)的低慣量。同時(shí)還需要高采樣頻率以及位移和測(cè)量信號(hào)之間的完美比率。另一方面,系統(tǒng)必須沿所有探測(cè)方向提供可靠的、無問題的測(cè)量信號(hào)并且保護(hù)測(cè)頭避免由于碰撞或不完美操作帶來的損壞。
克林貝格精密測(cè)量中心上另外一個(gè)為高精度形狀測(cè)量所必需的主要元件是工件回轉(zhuǎn)軸。對(duì)于形狀測(cè)量,工件回轉(zhuǎn)軸的圓度測(cè)量精度必須比被測(cè)工件的公差精密約10倍。大多數(shù)情況下,形狀測(cè)量設(shè)備采用氣浮軸承以提供極高的圓度測(cè)量精度。但是,氣浮軸承的穩(wěn)健性不足以應(yīng)對(duì)現(xiàn)場(chǎng)測(cè)量,而現(xiàn)場(chǎng)測(cè)量多年來卻是克林貝格的技術(shù)領(lǐng)先之處。為此克林貝格一直堅(jiān)持精密滾動(dòng)體技術(shù)的專有開發(fā)。為了獲得采用此項(xiàng)技術(shù)的必需精度,克林貝格一直堅(jiān)持在本廠自己制造軸承。
完美的軸
基于所有努力,我們得到了一臺(tái)具備卓越特性的測(cè)量設(shè)備,它不僅限用于齒輪測(cè)量技術(shù),而且也適用于通用的軸測(cè)量技術(shù)。克林貝格的理念是在一臺(tái)測(cè)量設(shè)備上,不僅要測(cè)量軸上的齒輪,還要測(cè)量整個(gè)軸上的全部需要測(cè)量的參數(shù)。
P40配置:
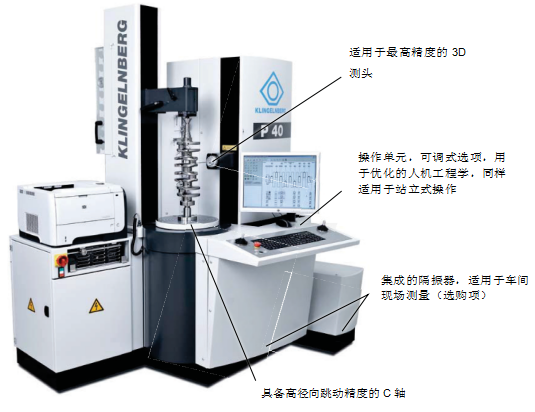
克林貝格在該領(lǐng)域發(fā)展迅速,以致于很多沒有齒輪的部件也選擇在克林貝格精密測(cè)量中心上進(jìn)行測(cè)量(見圖1)。
軸測(cè)量任務(wù)的典型實(shí)例是發(fā)動(dòng)機(jī)制造中的曲軸和凸輪軸。這些零件需要大量的幾何測(cè)量操作。
除了坐標(biāo)和形狀測(cè)量外,在一次測(cè)量過程中,還可以檢測(cè)表面精度。
深入了解:曲軸……
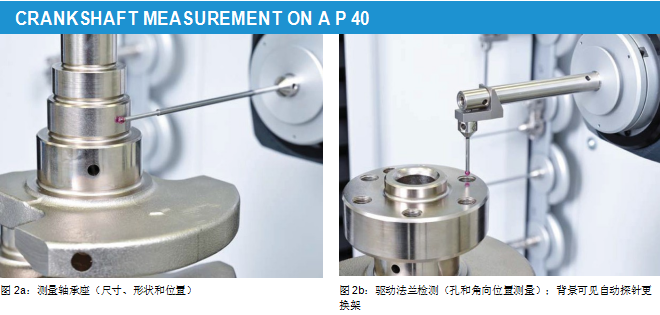
曲軸的主要元素是主軸頸和連桿軸頸,圓度、徑向跳動(dòng)和幾何尺寸對(duì)它們來說都是關(guān)鍵因素。連桿軸頸的角向位置是另外一項(xiàng)精度指標(biāo)。在檢測(cè)軸承座的過程中,進(jìn)行尺寸、形狀和位置測(cè)量(見圖2a)。驅(qū)動(dòng)法蘭檢測(cè)(見圖2b)則集中在孔的位置檢測(cè)和精密孔的角向位置,例如與連桿軸頸或齒輪之間的角向位置關(guān)系。為此,可采用自動(dòng)探針更換架來選取帶角度的探針。
……和軸向軸承座
如軸向軸承座,則有不同的測(cè)量任務(wù):一方面要測(cè)量徑向和軸向軸承表面之間的過渡圓角半徑(見圖3a),另一方面要測(cè)量軸向軸承表面的粗糙度(見圖3b)。粗糙度的測(cè)量,要使用帶滑動(dòng)導(dǎo)頭的測(cè)頭,根據(jù)不同測(cè)量任務(wù),裝備有尖點(diǎn)半徑5 µm或2 µm的探針。這樣就可以在精密測(cè)量中心上直接進(jìn)行符合標(biāo)準(zhǔn)的粗糙度測(cè)量。
粗糙度 測(cè)量
粗糙度測(cè)量是測(cè)量步驟的一個(gè)組成部分。就像普通的測(cè)頭元件一樣,粗糙度測(cè)頭通過標(biāo)準(zhǔn)的過渡盤與3D測(cè)頭系統(tǒng)適配。這就意味著可以通過自動(dòng)探針更換架來選取粗糙度測(cè)頭。克林貝格為此開發(fā)了一種特殊的適配器,使得粗糙度測(cè)頭的插頭連接器也可以自動(dòng)插入連接。粗糙度測(cè)頭具備內(nèi)置電動(dòng)旋轉(zhuǎn)機(jī)構(gòu),可以根據(jù)測(cè)量任務(wù)自動(dòng)調(diào)整測(cè)頭方向。
得益于這些前提,可以在自動(dòng)測(cè)量循環(huán)中涵蓋不同的粗糙度測(cè)量,從而在一次操作過程中對(duì)于整個(gè)工件進(jìn)行完整的測(cè)量。該過程的另外一個(gè)優(yōu)勢(shì)是可以達(dá)到很高的重復(fù)精度。因?yàn)榇植诙葴y(cè)頭是像普通的探針元件一樣吸附在3D測(cè)頭系統(tǒng)上,采用相同的軸運(yùn)動(dòng),這樣就保證了粗糙度測(cè)量計(jì)錄始終在工件上準(zhǔn)確的相同位置進(jìn)行。
這樣就確保了準(zhǔn)確定義的測(cè)量在工件相關(guān)功能位置能夠重復(fù)進(jìn)行。
鏈輪和圓柱齒輪測(cè)量
毫無疑問,也可以在同一臺(tái)測(cè)量設(shè)備上,在一次裝夾下進(jìn)行鏈輪和圓柱齒輪的測(cè)量。克林貝格多年的經(jīng)驗(yàn)已經(jīng)驗(yàn)證了它特別是在圓柱齒輪測(cè)量領(lǐng)域的技術(shù)非常好。圓柱齒輪測(cè)量軟件包括多個(gè)評(píng)估選項(xiàng),可以覆蓋所有相關(guān)的全球標(biāo)準(zhǔn)(如DIN、ISO、AGMA)。
同時(shí)也考慮了大多數(shù)齒輪和齒輪箱制造商的工廠標(biāo)準(zhǔn),這對(duì)于供應(yīng)商行業(yè)尤其重要。
聲明:此文章來源于網(wǎng)絡(luò),旨在分享,若涉及到版權(quán)問題請(qǐng)電話聯(lián)系021-33587030




