

金相分析在材料研究領(lǐng)域占有十分重要的地位,是研究材料內(nèi)部組織的主要手段之一。小編盡洪荒之力查遍資料整理匯總了金相制樣指南與大家分享。
得到一個盡可能無變形的平表面才能迅速而容易地進行下一步制樣,合適的切割法是濕式砂輪片切割法,這種方法所造成的損傷與所用的時間相比是較小的。濕式砂輪片切割使用的砂輪片是由研磨料和粘合劑合成的。工作時,冷卻液沖刷砂輪片以避免摩擦熱對樣品造成的熱損傷。

砂輪片的選擇
按照所需切割的材料不同,選擇不同組份的砂輪片,主要依材料的硬度和韌性來選擇。按照材料的性質(zhì)來正確選擇砂輪片是十分重要的。只有砂輪片合適,才能保證切割的樣品表面變形小、平整度好,以便快速地得到所需的制樣結(jié)果。
鑲嵌樣品
金相樣品鑲嵌(以下簡稱鑲樣),是指在試樣尺寸較小或者形狀不規(guī)則導(dǎo)致研磨拋光苦難而進行的鑲嵌或夾持來使試樣拋磨方便,提高工作效率及實驗的準(zhǔn)確性的工藝方法。鑲樣一般分為冷鑲和熱鑲。
冷鑲

冷鑲示意圖
冷鑲應(yīng)用:對溫度及壓力很敏感的材料,以及微裂紋的試樣,應(yīng)采用冷鑲的方式,將不會引起試樣組織的變化。
冷鑲材料:一般包括環(huán)氧樹脂、丙烯酸樹脂、聚脂樹脂。
環(huán)氧樹脂:收縮率低,固化時間長;邊緣保護好,用于真空浸漬,適用于多孔性材料;
丙烯酸樹脂:黃色或白色,固化時間短,適用于大批量形狀不規(guī)則的試樣鑲樣;對有裂紋或孔隙的試樣有較好的滲透性;特別適用于印刷電路板封裝;
聚酯樹脂:黃色、透明、固化時間較長;適用于大批量無孔隙的試樣制樣,適用期長;

CitoVac真空浸漬設(shè)備
真空浸漬:多孔材料(如陶瓷或熱噴涂層)需要進行真空浸漬。樹脂可強化這些脆弱的材料,可以較大程度地減少制備缺陷(如拔出、裂紋或未打開的孔隙)。只有環(huán)氧樹脂可用于真空浸漬,因為它們具有低粘度和低蒸汽壓特性。可將熒光染料與環(huán)氧樹脂混合使用,以便于在熒光燈下找出一切填充過的孔隙。

冷鑲試樣
熱鑲

熱鑲示意圖
熱鑲應(yīng)用:適用于低溫及壓力不大的情況下不發(fā)生變形的樣品。
熱鑲材料:目前一般多采用塑料作為鑲嵌材料。鑲嵌材料有熱凝性塑料(如膠木粉)、熱塑性塑料(如聚氯乙烯)、冷凝性塑料(環(huán)氧樹脂加固化劑)及醫(yī)用牙托粉加牙托水等。膠木粉不透明,有各種顏色,而且比較硬,試樣不易倒角,但抗強酸強堿的耐腐蝕性能比較差。聚氯乙烯為半透明或透明的,抗酸堿的耐腐蝕性能好,但較軟。
CitoPress鑲樣機

熱鑲試樣
鑲樣缺陷及解決方法

機械制樣
研磨
粗磨
一般材料都用砂輪機粗磨。操作時應(yīng)利用砂輪側(cè)面,以保證試樣磨平。要注意接觸壓力不宜過大同時要不斷用水冷卻,防止溫度升高造成內(nèi)部的組織發(fā)生變化。粗磨完成后,試樣外邊緣應(yīng)倒角,以免在以后的工序過程中會將砂紙或拋光物拉裂,甚至還可能會被拋光物鉤住而被拋飛出外,造成事故。

鑲樣倒角
精磨
細(xì)磨的目的是消除粗磨留下來的深而粗的磨痕,為拋光做準(zhǔn)備。細(xì)磨本身包括多道操作,即在各號砂紙上從粗到細(xì)順序進行。目前,主流的精磨方式為濕式機械精磨,細(xì)精磨時一般依次從W40號開始,逐一更換細(xì)一號的砂紙推磨,一般鋼鐵試樣磨到W10號砂紙,軟材料如鋁、鎂等合金可磨到W5號砂紙。每換下一號細(xì)砂紙時,應(yīng)將磨面方向應(yīng)旋轉(zhuǎn)90°,以便觀察上次磨痕是否磨掉。 在細(xì)磨較軟的金相試樣時,如鋁、鎂、銅等有色金屬是應(yīng)該在砂紙上涂一層潤滑劑,可防止砂粒嵌入軟金屬材料內(nèi),同時減少表面撕損現(xiàn)象。
拋光

LaboSystem研磨和拋光設(shè)備
拋光的目的是除去金相試樣磨面上由細(xì)磨留下的磨痕,成為平整無疵的鏡面。拋光結(jié)果在很大程度上取決于前幾道工序的質(zhì)量,故拋光之前應(yīng)仔細(xì)檢查磨面磨痕是否為單一方向且均勻,否則應(yīng)重新磨光,以免白費時間。
拋光通常在專用的金相樣品拋光機上灑以適量的拋光液后進行,轉(zhuǎn)速一般在200~600r/min,粗拋時轉(zhuǎn)速較高,精拋或拋軟材料時轉(zhuǎn)速較低。在拋光盤上蒙一層織物,粗拋時常用帆布、粗呢等,精拋時常用絨布、細(xì)呢金絲絨與絲綢等。

拋光耗材
拋光注意事項:
拋光時將試樣的磨面應(yīng)均勻地、平正地壓在旋轉(zhuǎn)的拋光盤上。
拋光過程中要不斷噴灑適量的拋光液。若拋光布上地光液太多,會使鋼中夾雜物及鑄鐵中的石墨脫落,拋光面質(zhì)量不佳;若拋光液太少,將使拋光面變得晦暗而有黑斑。
后期應(yīng)使試樣在拋光盤上各方向轉(zhuǎn)動,以防止鋼中夾雜物產(chǎn)生拖尾現(xiàn)象。
盡量減少拋光面表層金屬變形的可能性,整個拋光時間不宜過長,磨痕全部消除,出現(xiàn)鏡面后,拋光即可停止。試樣用水沖洗或用酒精洗干凈后就可轉(zhuǎn)入浸濕或直接在顯微鏡下觀察。
研磨拋光常見缺陷及應(yīng)對措施
1、劃痕
劃痕即是樣品表面上的線性凹槽,是由研磨粒子造成的。

金剛砂拋光之后,殘存非常深的垂直刮痕。放大:200x
應(yīng)對措施:
確定在粗磨后,試樣座上所有樣品的表面都均勻地布滿同樣的 磨痕花樣;
必要時重新進行粗磨;
每一道步聚后均應(yīng)仔細(xì)清潔樣品和試樣座,以去掉前一道工序中的大研磨粒子對磨/拋用具的干擾;
如果在現(xiàn)行的拋光工序后仍有前面工序留下的磨痕,請先增加 25~50%的制樣時間。
2、褶皺
樣品較大區(qū)域發(fā)生的塑性變形稱為褶皺,當(dāng)不恰當(dāng)?shù)厥褂醚心チ稀櫥瑒┗驋伖獠紩r,或者它們的搭配不合適,都將使研磨料象鈍刀一樣作用在作品表面,推擠表面,致使出現(xiàn)皺褶。
易延展軟鋼上的褶皺。放大:15x,DIC
應(yīng)對措施:
潤滑劑:檢查潤滑劑的用量。潤滑劑量太少時常發(fā)生推擠,必要時應(yīng)加大潤滑劑用量。
拋光布:由于拋光布的高回復(fù)性,研磨料會被深深壓入拋光布的底部而無法起到研磨作用。請參照61頁上的表來更換回復(fù)性差的拋光布。
研磨料:金剛石的顆粒尺寸可能太小,致使無法壓入樣品進行研磨。請使用大顆粒研磨料。
3、偽色
偽色就是對樣品表面的非正常著色,主要的原因是由于接觸了外來物質(zhì)。

由于樹脂與樣品之間的間隙引起的試樣染色。放大:20x
應(yīng)對措施:
鑲樣時避免在樣品和樹脂間有留下縫隙
各道制樣工序后立即清洗并干燥樣品。
在氧化物拋光的10秒里,用涼水沖洗拋光布,使樣品和拋光布同時得到清洗,拋光后避免使用壓縮空氣干燥樣品,因為壓縮空氣含有油或水。
保存樣品時,不能將樣品置于空氣中,因為濕氣可能浸蝕樣品。應(yīng)該將樣品保存在干燥皿中。
4、變形
塑性變形(也可稱為冷加工)可能導(dǎo)致在研磨、精研或拋光之后存在表面下缺陷。可在蝕刻之后首先看到殘余的塑性變形。

短變形線,限于單個顆粒。 放大:100x DIC
應(yīng)對措施:
變形是一種浸蝕后即刻顯現(xiàn)的假象(化學(xué)、物理或光浸蝕)。
如果在明場下觀察未浸蝕樣品時仍可見到懷疑是變形線的形貌,請首先參看“劃痕”這一節(jié)看看如何改進制樣方法。
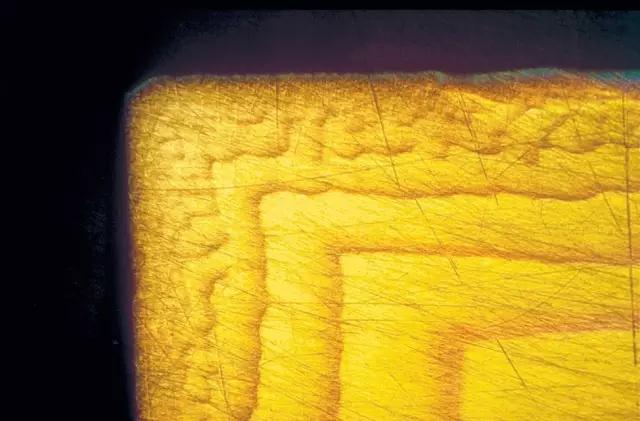
5、邊緣磨圓
當(dāng)使用回復(fù)性高的拋光布時,有時會同時研磨樣品的表面和側(cè)面,這種效應(yīng)稱為邊緣磨圓。果樹脂的磨損速率大于樣品,則會出現(xiàn)這種現(xiàn)象。

由于樹脂與樣品之間的間隙,邊緣將出現(xiàn)倒角。不銹鋼。放大:500x

良好的邊緣保護,不銹鋼。放大:500x
應(yīng)對措施:
磨制過程中要保護好需檢驗的邊緣,不要因檢驗樣品邊緣而對樣品邊緣過度磨制產(chǎn)生倒角,
拋光時試樣需要保護的一邊朝后,不需保護的一邊在前,迎著拋光盤轉(zhuǎn)動的方向進行拋光,拋光時盡可能接近盤心位置,拋光時間不宜過長。
6、浮雕
由于不同相的磨損速率和硬度不同而導(dǎo)致不同的材料剝離速率不同,從而產(chǎn)生浮雕。

AlSi 中 B4C 纖維,纖維與基材之間的起伏。放大:200x

與上圖相同,但無起伏。放大:200x
應(yīng)對措施:
浮雕主要發(fā)生于拋光階段,研磨后的樣品質(zhì)量要高,給拋光提供好的基礎(chǔ)。
拋光布對樣品的平整度有顯著影響,低回復(fù)性拋光布要比高回復(fù)性拋光布造成的浮雕效果輕。
拋光布拋光期間應(yīng)保持一定的濕度,并且控制制樣時間,避免制樣時間過長。如果出現(xiàn)了浮雕現(xiàn)象就要重新制樣。
7、脫落
研磨過程中,樣品表面處的粒子或晶粒被拽掉后留下的孔洞稱為脫落。由于硬脆材料無法塑性變形,致使樣品表面的微小區(qū)域發(fā)生破碎而脫落或被拋光布拖拽下來。

夾雜物被拖拽出來。可以看見凸起夾雜物引起的刮痕。放大:500x, DIC
應(yīng)對措施:
切割和鑲樣過程中,不要施加過大的應(yīng)力以免損傷樣品。
粗磨或精磨時,不能使用過大的壓力和粗大的研磨粒子。
應(yīng)使用無絨毛拋光布,這種布不會將粒子從基體上“拽”出來。
每道工序都肯定要去掉上道工序造成的損傷,并盡可能地減小本 道工序造成的損傷。
每道工序后都檢查樣品,找出何時發(fā)生脫落,一旦出現(xiàn)脫落就要重新進行磨制。
8、開裂
發(fā)生在脆性樣品和多相樣品中的斷裂稱為開裂。當(dāng)加工樣品的能量超過樣品所能吸收的能量時,多余的能量就會促使開裂。

等離子涂層與基板之間的裂縫。裂縫源于切割。放大:500x

真空下使用環(huán)氧樹脂鑲嵌的樣品。裂縫 使用熒光染料填充,從而證明該 裂縫在鑲樣之前已存在于材料中。放大:500x
應(yīng)對措施:
切割:選擇適當(dāng)?shù)那懈钶啠?yīng)使用較低的送進速度,必要時采取線切割技術(shù),
鑲樣:避免對脆性材料或樣品進行熱壓鑲樣,優(yōu)先使用冷鑲嵌。
磨樣:,粗磨時避免使用大的壓力。
9、虛假孔隙率
有些樣品本身即帶有孔隙,如鑄造金屬、噴涂層或者陶瓷等。因此,重要的是如何獲得準(zhǔn)確的數(shù)據(jù),避免由于制樣錯誤導(dǎo)致數(shù)據(jù)錯誤。軟質(zhì)材料和硬質(zhì)材料的結(jié)果有所不同。
軟質(zhì)材料:
合金,3 µm拋光 5 分鐘。 放大:500x

上圖基礎(chǔ)上1 µm額外拋光 1 分鐘

上圖基礎(chǔ)上1 µm額外拋光2 分鐘,正確結(jié)果
硬質(zhì)材料:

精研之后的Cr2O3等離子涂層

6 µm 拋光3分鐘之后

1 µm額外拋光之后。正確結(jié)果
應(yīng)對措施:
易延展的軟材料可輕易地變形。因此,孔洞可能被存在污跡的材料覆蓋。檢驗可以顯示孔隙百分比過低。
硬質(zhì)、脆性材料的表面在機械制備步驟中易于斷裂,因此相對于實際情況呈現(xiàn)的孔隙率越高。
每兩分鐘使用顯微鏡檢查試樣一次,每次檢查相同區(qū)域,以確保是否存在改進。
10、曳尾
當(dāng)樣品與拋光盤沿同一方向運動時,曳尾常發(fā)生在析出相或孔洞的周圍。其典型的形狀使其被稱為“曳尾”。

曳尾。放大:200x,DIC
應(yīng)對措施:
拋光期間,樣品和拋光盤使用相同的旋轉(zhuǎn)速度。
減小拋光用力。
為避免拖尾缺陷的產(chǎn)生制樣時保持拋光布濕潤,試樣要不停地移動,避免長時間的拋光。
11、污染
來源于其他部分而不是樣品本身的雜物,并在機械研磨或拋光過程沉積在樣品表面,這種現(xiàn)象稱之為污染。

由于 B4C 顆粒與鋁基質(zhì)之間存在輕微起伏,上一步驟的銅沉積樣品的表面。放大:200x
應(yīng)對措施:
這種試樣重新輕拋即可去除,如果檢查拋光態(tài)試樣,用酒精淋后進行吹風(fēng)時,用酒精棉花在試樣面上輕輕擦洗即可。
當(dāng)懷疑某一種相或粒子可能不屬于真實組織時,請一定要清潔或者更換拋光布,并且從精磨開始重新制樣。
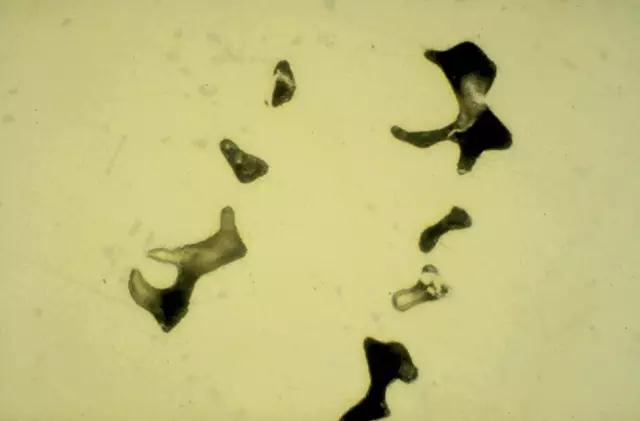
12、磨料壓入
游離的研磨料顆粒壓入樣品表面的現(xiàn)象。由于在金相顯微鏡下觀察嵌入的砂粒形態(tài)與鋼中非金屬夾雜物無法區(qū)分,會給缺陷分析造成誤判。

鋁,使用 3 µm 金剛砂研磨,使用低彈性的拋光布。各種金剛砂被鑲嵌到樣品中。放大:500x
應(yīng)對措施:
對于有裂紋、孔洞的樣品,控制制樣的力度,每道工序后要沖洗樣品。
如果發(fā)現(xiàn)裂紋、孔洞內(nèi)有單個顆粒狀、顆粒尺寸較小并與基體分離的夾雜物,應(yīng)當(dāng)借助于掃描電鏡的能譜進行分析以確定是鋼中夾雜物還是制樣時帶入的。
13、研磨軌跡
即研磨粒子在硬表面上無規(guī)運動而在樣品表面上留下的印痕。雖然樣品上沒有劃痕,但可見到粒子在表面上無規(guī)則運動留下的清晰痕跡。使用的磨/拋盤或拋光布不合適,或者施加的壓力不準(zhǔn)確,這些錯誤合在一起易導(dǎo)致擦痕。

鋯合金上的研磨軌跡:由于磨料顆粒旋轉(zhuǎn)或滾動引起。放大:200x
應(yīng)對措施:
高彈性的拋光布。
適量增加研磨/拋光的力度
附:METALOGRAM法制樣
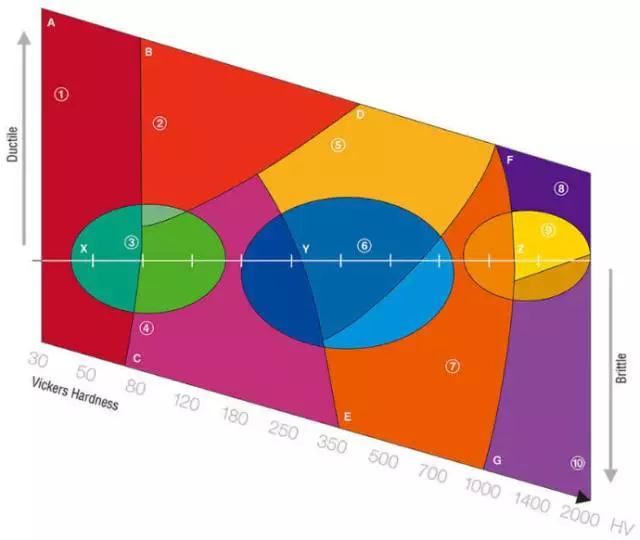
金相制樣圖Metalogram
METALOGRAM 方法簡介
Metalogram 基于十種金相制備方法。七種方法,A - G,涵蓋了所有材料。這些方法旨在生成結(jié)果的樣品。此外,還表示出三種快速制樣方法,即 X、Y 和 Z,這三種方法適用于快速獲得合格結(jié)果。
使用方法:
沿X軸找出硬度,
依據(jù)材料的韌性向下或向上查,與硬度不同的是,韌性較難以確定其準(zhǔn)確數(shù)值,一般依照個人的經(jīng)驗定出后,在Y軸上找出材料的位置。
========
金屬材料應(yīng)力腐蝕開裂
編輯:無憂 每天學(xué)點熱處理 1周前
應(yīng)力腐蝕開裂是指由于殘余應(yīng)力或外加應(yīng)力引起的金屬的腐蝕和應(yīng)變共同作用導(dǎo)致開裂的過程。
盡管近年來聚合物和復(fù)合材料的就用越來越多,但金屬仍然是重要的結(jié)構(gòu)材料,這主要歸因于它們的強度、剛度、韌性和耐高溫。

不幸的是,金屬會受到腐蝕的侵害(貴金屬除外,如黃金和鉑金,它們在常規(guī)條件下使用是相當(dāng)罕見的)。腐蝕可以有多種形式,這里要談的是腐蝕和機械應(yīng)力相互作用的開裂形式。這種類型的失效被稱為應(yīng)力腐蝕開裂,通常縮寫為SCC。SCC可能在多種機制下發(fā)生,如果開裂是氫脆導(dǎo)致的,這個詞可以用來代替SCC。

然而,這種區(qū)別是相當(dāng)武斷的,我們常常不確定SCC的機制,實際上許多氫導(dǎo)致的失效也通常會歸因于SCC。同樣,其他特定的應(yīng)力腐蝕開裂過程已經(jīng)獲得了自己的名字;“季裂”是指黃銅在含有氨的環(huán)境開裂;“堿脆”是指鋼在強堿中開裂等。

季裂發(fā)現(xiàn)是黃銅彈殼的一種應(yīng)力腐蝕開裂失效形式,這一現(xiàn)象來自在印度的英國軍隊。在雨季里,軍事活動會暫時性減少,彈藥被存放在馬廄里,直到干燥的天氣再取回。后來發(fā)現(xiàn)許多黃銅彈殼不明原因地發(fā)生了破裂。直到1921年,Moor, Beckinsale和Mallinson等人對這種現(xiàn)象進行了解釋:黃銅彈殼開裂的原因是馬尿中的氨與冷拔金屬彈殼中的殘余應(yīng)力相結(jié)合,共同導(dǎo)致了黃銅彈殼的應(yīng)力腐蝕開裂。

SCC是一種陰險的腐蝕形式,它會產(chǎn)生顯著的機械強度損失,但金屬損失很小。損壞不明顯以至于偶然檢查很難發(fā)現(xiàn),應(yīng)力腐蝕裂紋可以觸發(fā)機械快速斷裂甚至組件和結(jié)構(gòu)的災(zāi)難性失效。一些重大的災(zāi)害是應(yīng)力腐蝕開裂造成的,包括高壓氣體輸送管道破裂、鍋爐爆炸以及電站和煉油廠的破壞事故。
幸運的是,SCC的發(fā)生取決于三個條件肯定要同時達成:
a) 敏感材料。蒼蠅不叮無縫的雞蛋,要生發(fā)生應(yīng)力腐蝕開裂,首先得是敏感性的材料。材料具有敏感性給我們的提示是,在一些可能發(fā)生應(yīng)力腐蝕開裂的工況環(huán)境,選材要慎重。如304等奧氏體不銹鋼在含有氯的環(huán)境服役,應(yīng)力腐蝕開裂是尤其應(yīng)該注意的問題。奧氏體不銹鋼是面心立方金屬,面心立方金屬尤其容易發(fā)生應(yīng)力腐蝕開裂,這是晶體結(jié)構(gòu)決定的。
b) 容易引起應(yīng)力腐蝕開裂的環(huán)境。即使材料敏感,沒有導(dǎo)致應(yīng)力腐蝕開裂的介質(zhì)也是不會發(fā)生應(yīng)力腐蝕開裂的,它好比硬幣的AB面。環(huán)境介質(zhì)也是應(yīng)力腐蝕開裂的重要條件。
c) 足夠的拉應(yīng)力。通常認(rèn)為靜態(tài)拉應(yīng)力是導(dǎo)致應(yīng)力腐蝕開裂的充分必要條件。有人會問,那要是交變載荷呢?小編認(rèn)為可能要歸于腐蝕疲勞了。為什么說發(fā)生應(yīng)力腐蝕開裂需要足夠的靜態(tài)拉應(yīng)力呢?因為它需要滿足一個腐蝕狀態(tài)下的臨界應(yīng)力強度因子。
應(yīng)力腐蝕開裂在通常結(jié)構(gòu)材料中是比較罕見的,但在海洋、電廠、化工和石油鉆采等領(lǐng)域是非常常見的破壞形式,并且這種失效可能造成的代價是十分巨大的。
聲明:文章來源于公眾號《珞珈材料與物理》整理自網(wǎng)絡(luò)旨在分享若涉版權(quán)問題請聯(lián)系電話021-33587030刪除




