簡介
從硬度檢測方法分類中可以看出,僅常用的硬度檢測法就有好多種這些方法不僅在原理上有區別,而且在同一種方法中,還有不同的檢測力、壓頭和標尺。如何根據待測材料的種類、工藝狀態、幾何尺寸和檢測要求等特點來選擇一種合適的硬度檢測方法和檢測條件,是進行硬度檢測時首先應予認真考慮的。
方法
硬度檢測方法的正確選用,一般應注意以下原則:
1、硬度檢測方法選用一:
根據材料的特點以及其工藝狀態,對其硬度的高低估計來選用檢測方法。當不能做出大致的估計時,應該按較高的硬度來選擇,如洛
氏C標尺或維氏檢測法:檢測的結果可供進一步正確選擇方法參考。
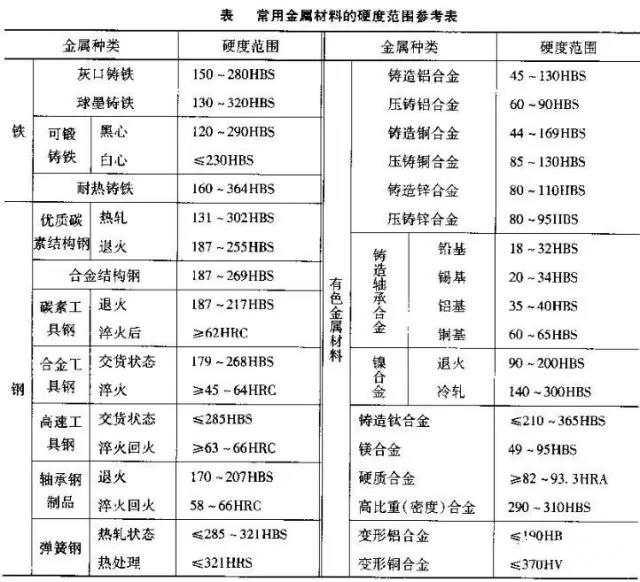
常用金屬材料的硬度見表
2、硬度檢測方法選用二:
在選定一種檢測法后,如試樣的硬度范圍、厚度、大小等允許,則應選用較大的檢測力進行檢測,這有利于減小檢測結果的相對誤差。如在
布氏硬度檢測中,d檢測條件允許時,應選用10mm球,29.421 kN(3000kgf)檢測力。在實際應用中,如碳素工具鋼、合金工具鋼等,對退火后的硬度要求不僅僅是布氏硬度值不大于多少(或范圍多大),還要求壓痕直徑不小于多少(或范圍多大)。這實際上就是對檢測條件提出了限制和要求。
又如:碳素工具鋼T8A要求HBS不大于187,同時壓痕要求直徑不小于4.4mm;合金工具鋼CrWMn要求HBS值在255~207之間,同時要求壓痕直徑應在3.8~4.2mm之間。為滿足這一要求,就選用10mm球和29.42 kN檢測力。
根據試樣的厚薄以及處理工藝,如對較薄的試樣或有覆蓋層試樣,或經強化處理后硬化層深度不同的試樣測定硬度時.據試樣厚薄、覆蓋層或強化層層深(厚)、材料硬度,選擇相適應檢測方法和檢測力大小。
4、硬度檢測方法選用四:
在實驗和材料研究工作中,如欲將試驗數據與查得文獻資料中的硬度值進行比對時,應盡可能選用與資料相同的檢測方法,避免因換算引入誤差。
5、硬度檢測方法選用五:
對于HBS<450的金屬材料,包括退火、正火、調質鋼,各種鑄鐵以及多種有色金屬及其合金(包括鋁、銅、鎂、鉛、鋅、錫等)用布氏硬度檢測方法比較合理。因為布氏法有多種檢測力和壓頭選擇,壓痕直徑大,能測出較大范圍內金屬各組成部分的綜合性能,而不易受個別相或局部組織的影響,數據較準確穩定,復現性較好。
用洛氏硬度檢測法測得的金屬材料硬度值與布氏和維氏法的結果比較,精度較低,這是因為洛氏檢測法是以測量壓痕深度間接反映硬度值的高低,檢測點很小,且每一洛氏單位僅為0.002mm深,易于出現誤差。但洛氏檢測法方便、迅速,特別適用于鋼鐵材料的熱處理工藝過程和產品檢測。
對于大型鑄件和已組裝成整機上的制件,則多用肖氏、里氏和錘擊試布氏硬度檢測方法。
6、硬度檢測方法選用六:
在一些特殊情況下,則可分別選用劃痕檢驗、銼刀檢驗和努普、顯微硬度等檢測方法。
7、硬度檢測方法選用七:
在同一系統實驗與研究工作中,用同一種材料,由于處理工藝不同,其硬度差異較大,這時一般不宜變換檢測方法,為求得統一的標尺比較,可選用維
氏硬度檢測方法,因為維氏檢測法可以從很低硬度值測至很高硬度值,這樣能獲得便于比較又不用換算的理想結果。
8、硬度檢測方法選用八:
根據零件的尺寸、數量、測試精度要求發熱處理工藝的不同,應正確選擇相應的硬度檢測方法。